本公司产品主要有:阻燃型电缆冷补胶KLJ型、环氧树脂冷浇注剂G-20型、阻燃型电缆热补胶带专用胶水、输送带修补胶MT-1F、聚氨酯封孔胶JAZ型、导热油(液)、润滑油。





















| 滚筒包胶 |
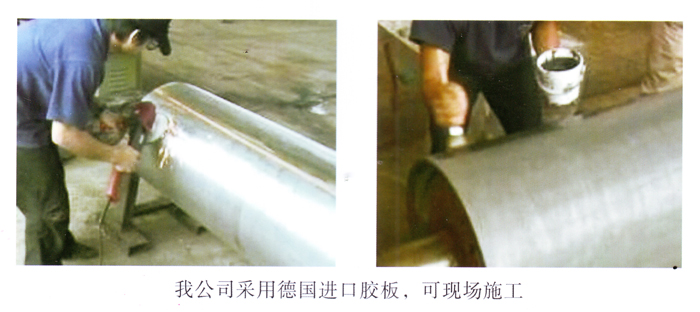
一、表面处理 ①先用铲胶机铲除原来的旧胶板。 ②用打磨机把滚筒表面打磨干净。 ③用专用清洗剂清洗去污,晾置使之干燥充分 二、涂刷金属处理剂 ①将金属处理剂搅匀后,用毛刷在输送机传动滚筒金属表面均匀地涂刷一遍,晾置40分钟使之干燥充分。其间可用碘钨灯或红外线灯烘烤至其完全干硬固化。 ②在低温、潮湿的环境中包胶,烘烤干燥尤为必要。 三、涂胶 ①用短而硬的毛刷在充分干燥滚筒金属表面上均匀地涂刷胶液一次,胶层不要太厚。 ②涂刷后充分凉干,即待溶剂挥发后,至不粘附手指背面时再刷下次胶。 ③为节省时间使胶液提前达到最终固化强度和提高粘接强度,涂胶后可用碘钨灯或红外线灯烘烤(烘烤温度60-80℃),加快溶剂挥发。 ④在低温、潮湿的环境中粘接,烘烤干燥尤为必要。 四、干燥及二次涂胶 ①待滚筒表面涂刷的第一边胶干透后,再涂刷第二遍胶水到滚筒表面,同时在耐磨橡胶板的粘接面上均匀的涂刷一遍胶水。 ②待第二次涂胶后凉至微粘附手指背时,可进行胶板粘合。 五、粘合 待第二次涂胶后凉至微粘附手指背时,将橡胶板对准覆贴在滚筒金属表面上,用捶子从中间向四周密实地敲打2-3遍即可,排尽两粘合面间的空气。 六、封口 为获得最佳的粘接效果,耐磨橡胶衬板间的接口缝可用封口胶进行了封口处理。将接口处切割成V型槽,并将切口两边的橡胶打磨粗糙,清扫干净,然后用封口胶涂抹到接缝口,刮平即可 七、固化 ①在常温下静置固化30分钟后,即可清理现场,载荷运行生产。 ②若条件允许,延长固化时间会使粘接效果更佳。 |
 |
辽宁抚顺俊达绝缘材料有限公司
地 址:辽宁省抚顺市顺城区会元马金岭西 邮 编:113006
电 话:024-54068038 手 机:15941385463 17696618333
网 址:http://www.fsjunda.net 邮 箱:hsj8755593@126.com 辽ICP备08104966号
地 址:辽宁省抚顺市顺城区会元马金岭西 邮 编:113006
电 话:024-54068038 手 机:15941385463 17696618333
网 址:http://www.fsjunda.net 邮 箱:hsj8755593@126.com 辽ICP备08104966号